


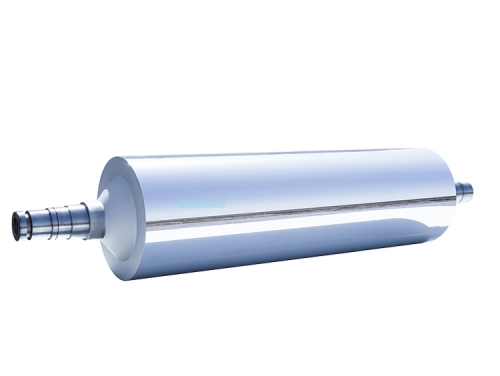
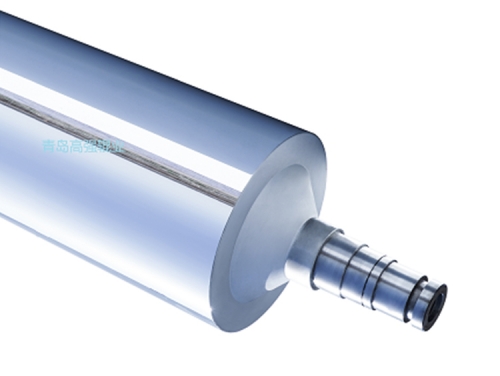
镜面辊指光面的无缝钢管。决议镜面辊的主要因素是外表的铬涂层。接下来咱们一起来了解一下镜面辊的加工工艺。
一、组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。
二、配车、装、焊接:配车内管、尺度与外管过盈0.4mm, 两幅板倒焊缝角15X30度,打磨内管,清渣、查验内管尺度与外管内径尺度是否相适应,热套到位,待冷却缩短后,全体组焊。(注:45#钢焊前加温,焊后保温)
三、退火、粗车、淬火:退火热处理,工艺调质,多重去应力,粗车留余量,做静平衡,大于50g,需要核算借偏量,上车床借车。淬火:外表硬度要求HRC58°—60°,辊面无龟裂纹。

四、精车、粗磨:两轴头修顶针孔,两轴头对辊面跳动,<0.05,按图要求加工长度到尺度,外圆放余量,0.5—0.6。磨支撑圆做托架位,按图要求磨辊面尺度,ra0.5两轴头对辊面跳动
五、动平衡、电镀、精磨:做动平衡G40级,封堵透气孔,做压力试验无泄漏,做水压疏通试验。电镀硬铬,单边0.15铬层均匀无针孔,脱落等缺陷。精磨两轴头,两轴承挡对辊面跳动<0.01粗糙度0.8。其余轴头各挡位磨到公役规模。

当辊筒拆下机架时;应将内部的水类清除;然后再将辊筒外表上防锈油或黄油类然后用PVC保护包装后再用软质类包装理进行再包装;这样有利于保护超镜面辊外表与空气中的酸性或碱性气体发生化学反应;丛而使得外表光洁度下降;严重者将使辊面报修;形成损失。


 企业名称:青岛高强辊业有限公司
企业名称:青岛高强辊业有限公司 联系人:赵经理
联系人:赵经理 手机:13953255389
手机:13953255389 邮箱:gaoqianggunye@163.com
邮箱:gaoqianggunye@163.com 网址:www.qdgaoqiang.com
网址:www.qdgaoqiang.com 地址:山东省青岛胶州市三里河街道办事处木材市场
地址:山东省青岛胶州市三里河街道办事处木材市场