


压花辊是怎么做出来的?
下料,辊身无缝钢管,轴头和两端法兰为45#圆钢。车削:车削加工辊体协作部分,端板和轴号的接合面。焊接过程:根据图纸,如果在辊子主体内部有油或水流,则必须在对辊子进行内胎焊接之前执行内胎焊接工艺。

检查两端轴和内套筒的同轴度,仅将内端板焊接在轴头上。将内套筒放入辊体中,并焊接内端板和辊体之间的接头。将外端板安装在两端轴上,并焊接外端板与轴和辊子主体的接合面之间的连接处。
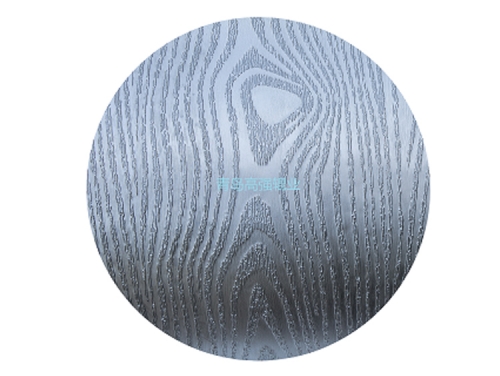
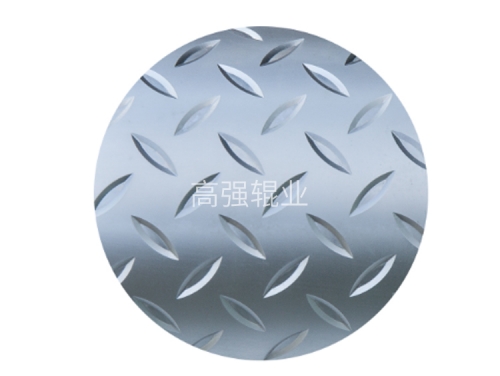
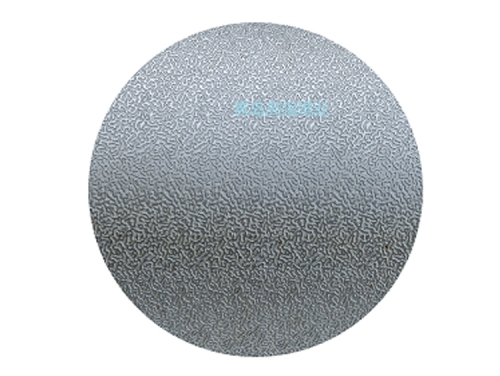
辊坯被退火以消除内部应力。钢辊轴的一端是平的,并且在中心孔上钻孔。车削加工:将用于粗车和精车的钢卷体的零件分成图纸上所需的尺寸,然后将中心框架,汽车的端面设置为标准尺寸。根据客户标记的要求,在滚筒表面进行标记处理。这是压花辊制造过程中至关重要的部分,并且需要压花辊制造商丰富的经验。
压花辊-压花辊生产的注意事项

1.切割:辊身为无缝钢管,轴为45圆钢,端板为Q235钢板,根据图纸尺寸留有8mm的加工余量
2.车削加工:根据H9 / f9精度对辊子本体,端板和轴等配合部分的接合面进行车削加工。
3.焊接组合滚子主体两端的肋和轴,注意校正两端的轴和内套筒之间的同轴度,仅焊接轴的内端板。
4.将完整的焊接内套筒放入辊体中,并结合内端板和辊体之间的接头。
5.将外端板安装在轴的两端,并焊接外端板与轴和辊子主体的接合面之间的连接处。
6.退火辊毛坯用于消除内部应力。
7.钢辊轴一端的端面平整,钻出标准中心孔。
8.车削加工:将粗,细车削钢辊子主体划分为图纸要求的尺寸。辊体工作面的粗糙度应不大于1.6μm。滚子的工作面在轴支承面(滚动轴承安装部)的两端的径向跳动的容许偏差为0.025mm。辊体工作面的圆度为0.036mm。圆加工到k6精度。然后将中心框架,汽车端面框起来,然后钻至所需尺寸。
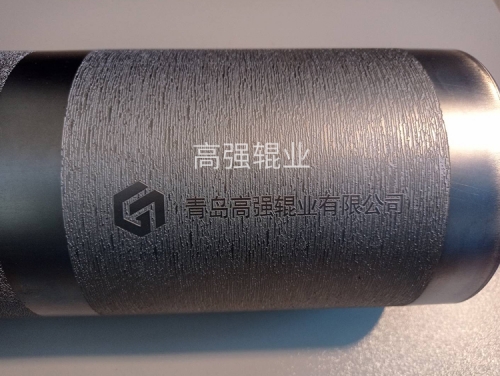
9.根据花纹钢辊的花纹要求加工花纹。然后进行硬铬电镀,厚度为0. 03~0. 05mm。
10校正钢辊的静平衡。

 企业名称:青岛高强辊业有限公司
企业名称:青岛高强辊业有限公司 联系人:赵经理
联系人:赵经理 手机:13953255389
手机:13953255389 邮箱:gaoqianggunye@163.com
邮箱:gaoqianggunye@163.com 网址:www.qdgaoqiang.com
网址:www.qdgaoqiang.com 地址:山东省青岛胶州市三里河街道办事处木材市场
地址:山东省青岛胶州市三里河街道办事处木材市场