


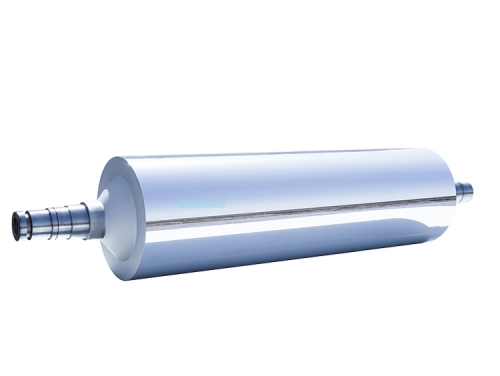
镜面辊加工工艺
一、组件焊接:
组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。
二、配车、装、焊接:
配车内管、尺寸与外管过盈0.4mm, 两幅板倒焊缝角15X30度,打磨内管,清渣、检验内管尺寸与外管内径尺寸是否相适应,热套到位,待冷却收缩后,整体组焊。(注:45#钢焊前加温,焊后保温)
三、退火、粗车、淬火:
退火热处理,工艺调质,多重去应力,粗车留余量,做静平衡,大于50g,需要计算借偏量,上车床借车。

淬火:表面硬度要求HRC58°-60°,辊面无龟裂纹。
四、精车、粗磨:
两轴头修顶针孔,两轴头对辊面跳动,<0.05,按图要求加工长度到尺寸,外圆放余量,0.5-0.6。磨支撑圆做托架位,按图要求磨辊面尺寸,Ra0.5两轴头对辊面跳动<0.02。
五、动平衡、电镀、精磨:
做动平衡G40级,封堵透气孔,做压力实验无泄漏,做水压畅通实验。电镀硬铬,单边0.15铬层均匀无针孔,脱落等缺陷。精磨两轴头,两轴承挡对辊面跳动<0.01粗糙度0.8。其余轴头各挡位磨到公差范围。

六、磨砂、精磨镜面:
用圆盘磨床磨砂辊面,检验辊面,无水波纹、螺旋纹、针眼、苍蝇租等暇质。上抛光机床,抛辊面至粗糙度Ra0.01-0.005(光洁度达14级)做到超镜面。镀铬抛光后硬度HRC62°。
青岛高强辊业有限公司坐落在美丽的海滨城市青岛,南临G22青兰高速,北靠G20青银高速,离国内八大空港青岛胶东机场仅16KM,环胶州湾高速从旁边经过,交通十分便利。
公司专业生产镜面辊,压花辊,雾面辊,皮纹辊,网纹辊、电加热辊、特氟龙辊等辊类产品。近两年公司推出了几十种纹路石塑地板木纹压花辊,市场正在热销中。公司还生产单工位、双工位及多工位模温机及木塑压花机、实木压花机、塑料板材压花机等,可以对多种材质进行压纹处理,相似度可达95%以上。


 企业名称:青岛高强辊业有限公司
企业名称:青岛高强辊业有限公司 联系人:赵经理
联系人:赵经理 手机:13953255389
手机:13953255389 邮箱:gaoqianggunye@163.com
邮箱:gaoqianggunye@163.com 网址:www.qdgaoqiang.com
网址:www.qdgaoqiang.com 地址:山东省青岛胶州市三里河街道办事处木材市场
地址:山东省青岛胶州市三里河街道办事处木材市场